CDN NEWS |
CDN NEWS |  US NEWS
US NEWS 







![]()
Controlling the oxygen level in safety-relevant applications can be significantly improved with in situ systems based around tunable diode laser (TDL) sensors. In situ TDLs not only avoid all the drawbacks of conditioning and sampling systems, they also allow fast measurement where it matters most – directly in the process line or vessel. Often, these sensors are part of a more complex safety installation which monitors the O2 measurement, verifies the sensor and validates inerting. In this article we discuss the benefits of TDLs and how to integrate them into a DCS system for fully automated oxygen verification.
Recently, a class of in situ oxygen sensor has gained the interest of users that are looking for a reliable and straightforward solution for oxygen control. Tunable diode laser sensors work on the principle of laser absorption spectroscopy. A focused and tunable laser beam is used to analyze absorption lines that are characteristic of the particular gas species to be measured. TDL oxygen sensors measure O2 in situ or directly from the gas stream, without any sampling or conditioning.
TDL sensors for process applications have two basic design types, cross-stack and probe-type. In the cross-stack design, the laser source is placed on one side of the pipe or duct and the receiver on the other. The wider the pipe diameter, the more difficult it is to align the laser source and receiver. In probe-type TDL sensors, such as METTLER TOLEDO’s GPro 500 series, the defining feature is the sensor probe that protrudes into the process gas stream. The laser diode and the detector are contained in a single unit, requiring a single flange connection.
To extract or not to extract?
A further benefit of TDL sensors is that they are resistant to interference from non-target gases, heat or dust in the gas stream and have a very low maintenance requirement, which makes them suitable for in situ use in inerting and blanketing applications. This is of particular benefit considering the effort required in maintenance and regular verification of the sampling and conditioning systems that are a necessary part of an extractive measurement system. The ability to locate TDLs in situ not only positively affects production uptime (since failures on extractive systems often require a costly and long measurement cell replacement), it also considerably shortens the response time of the measurement signal. This is an essential feature in safety applications where ingress of oxygen in the process can rapidly lead to unstable conditions. For TDLs mounted in situ, t98 response times of < 4 s between 5% and 21% oxygen are common.
Squaring the circle
Today’s escalating industry needs for safer, trouble-free and continuous process operations often clash with the ever-growing and increasingly stringent requirements of cost control, including a tightening of maintenance resources and budgets. This trend also influences instrumentation managers, who therefore seek vendors with the ability to provide dependable systems that monitor themselves and inform users of possible error conditions before operations are affected. In addition, manufacturing processes are becoming more sophisticated to address the needs of greater efficiency and better use of primary raw materials. In relation to inerting systems, this concerns process gas streams of complex composition present in challenging measuring environments. Instrumentation suppliers have addressed this issue with new solutions to improve the reliability of their systems. As an example, calibration of modern extractive systems is typically automated in order to reduce the impact on process control. Extractive systems based on paramagnetic measurement technology need both zero and span gases, which can be supplied to the analyzer using dedicated gas lines, thus minimizing the effort to manually switch valves and start the calibration routine by hand. This ensures that performance of the analyzer remains within the manufacturer’s specifications, whatever the complexity of the process gas stream. However, this benefit comes at the expense of the additional equipment, gas and maintenance costs.
A TDL sensor, on the other hand, is practically drift free and therefore calibration just once a year is sufficient. This represents a huge saving in time spent on maintenance. Use of in situ TDLs becomes more powerful in light of another of their key features: they need only air as a calibration gas. Due to the fact that the signal is highly linear across the oxygen measurement range, it does not really matter what concentration of oxygen is used as the calibration gas. Calibrating with air and measuring at, for example, 5% oxygen does not lead to any loss in measurement accuracy. Moreover, no nitrogen (or any other 0% oxygen calibration gas) is required, since the zero point of TDL sensors has been proven to be very stable over extended time periods, regardless of the harshness of the process conditions. This stability takes a considerable logistics burden away from technicians.
DCS implementation
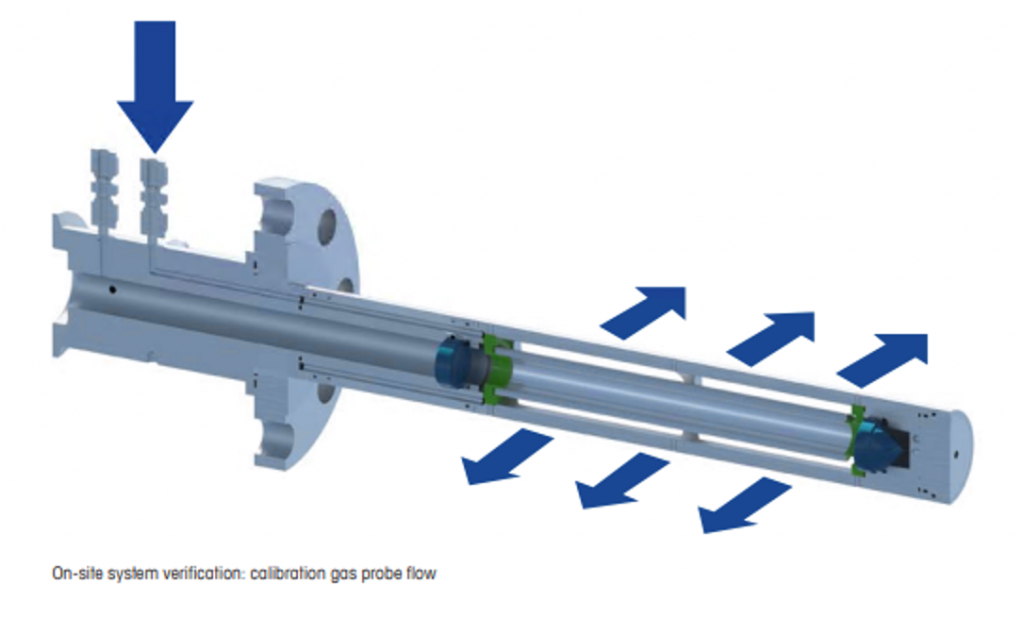
The blow-back filter process adaptions on the GPro 500 are especially good at coping with process gases that contain particularly high levels of dust or liquids. Within the protected cylindrical atmosphere of the filter, process gas can be measured by the GPro 500 with the upside of not needing a constant flow of process side purge gas (the instrument side requires a low yet constant flow of purging gas) and a, generally speaking, very quiet and noise-free signal because of the very well defined optical path length (noise signal level of about 30 with filters, compared to 35–40 without filters).
For this purpose, the METTLER TOLEDO M400 transmitter can be used to determine the interval and duration of the blow-back cycles to clean the filters from inside to out. In addition, you can perform an automated in situ verification initiated from the control room. This is achievable in a few simple steps:
- Wire the GPro 500 to the relays according to the wiring in the GPro 500 Quick Setup Guide
- Connect the test/blow-back gas (e.g. air if possible, nitrogen, calibration gas) to the process-side purge inlet and apply pressure
- Set the parameters in the M400 for the regular use of the blowback interval and duration
- Assign one of the digital i/o of the M400 to initiate the self-check cycle
This way the DCS can perform a self-test at any point when the measurement seems out of normal range and operators want to exclude the analyzer as the cause of the problem. This, without sending anyone to the measurement point!
Clear benefits
With TDL sensors, in situ measurement of oxygen in safety-relevant applications becomes possible for a wide selection of process conditions. The presence of moisture and dust that can severely affect the performance of extractive systems is not a concern, since no sampling or conditioning is required for good measurement. By controlling the effective level of oxygen in the vessel or pipe, operation close to the Limiting Oxygen Content becomes possible, thereby reducing the costs of inerting without compromising on safety. Oxygen excursions can be rapidly spotted before any hazardous conditions appear. Moreover, with direct control of a sensor self-test from the DCS, verification measurements in air can be quickly and inexpensively conducted from the control room. This considerably increases the system’s operational uptime, and leads to greater productivity and process availability.
For more information on Westech Industrial’s Mettler Toledo products please call and speak to one of our representatives at 1-800-912-9262 or go to https://bit.ly/2xrKZl7.
Share This: