CDN NEWS |
CDN NEWS |  US NEWS
US NEWS 






![]()
The magnetic properties of mild steel are known to change markedly as it is subjected to work hardening.
In general terms these effects are an increase in coercivity and a decrease in remanence and permeability; the degree of which depend on the specific type of work hardening.
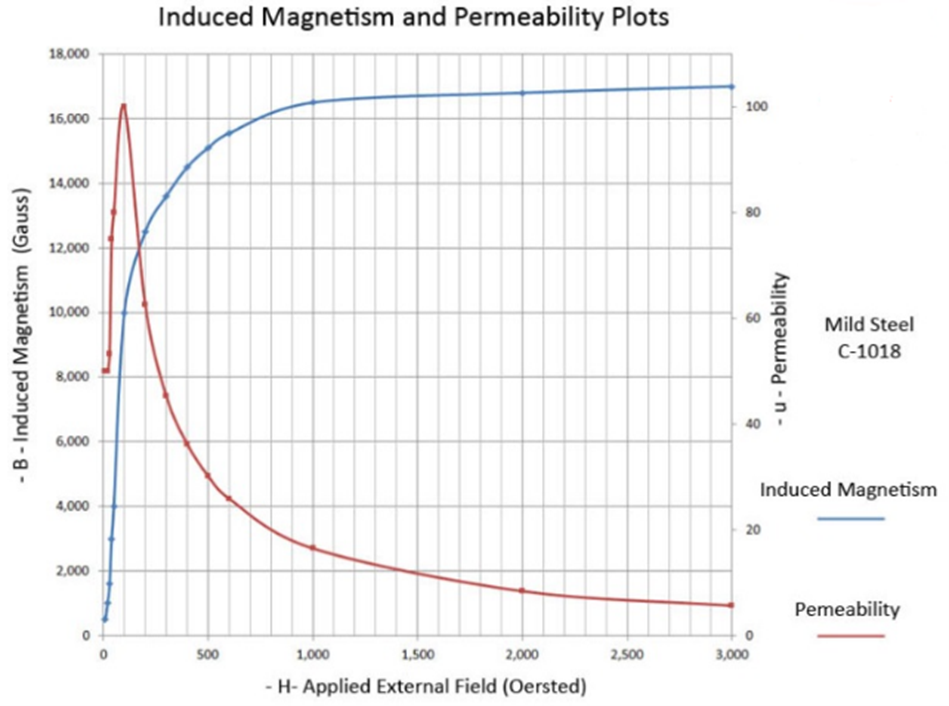
It is important to understand that Permeability (µ) is a ratio, and not a constant, but merely a function of B and H
(B= µ.H), Where B is flux density in Gauss and H is magnetizing force in Oersteds.
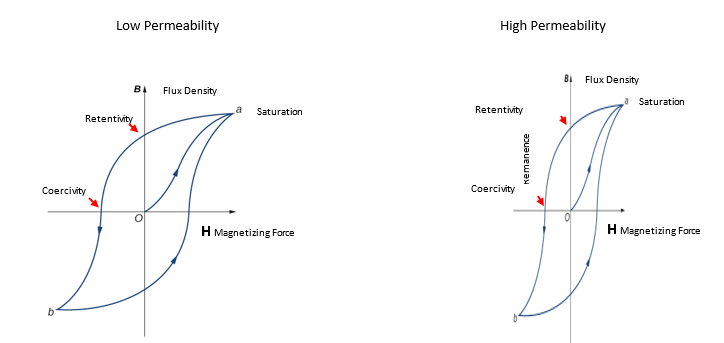
Flux Density (B) – number of magnetic lines of force through a plane of a given area at a right angle (B = μH)
Remanence – level of residual magnetism in the material after removal of the magnetizing force
Point of Retentivity – remaining flux density in material after removal of magnetizing force
Point of Coercivity – reverse magnetism required to bring the flux density back to zero
Permeability (μ) – material property describing the ease with which a material can become magnetized (the narrower the hysteresis loop the more permeable the material is)
Magnetic Saturation – point where no more external applied field (H) will give rise to any additional magnetic induction (B)

So what overall impact will these changes in properties have on the Probability of Detection of indications using the Magnetic Particle Method with an AC / DC or permanent Yoke?
A simple representation of lifecycle effects on permeability of the HAZ area of a weld is shown as below:
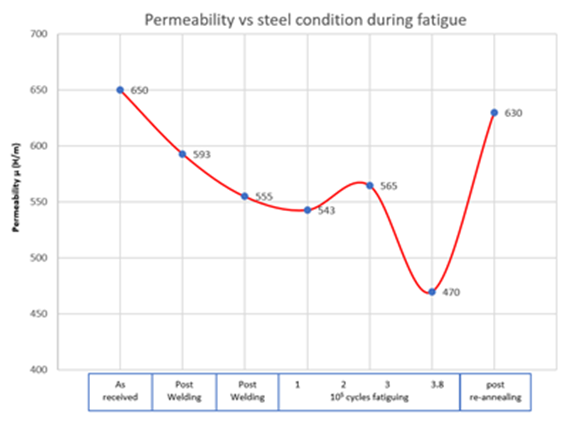
Representational effects of Work Hardening on Permeability
Changes in permeability result from any form of working of the material, the most commonly considered being:
- Plastic strain of any kind
- Welding and the associated cutting and grinding
- Cyclic fatigue loading.
So, what this shows is that components that are fatigued or cracked have a permeability that is approximately 30% less that the original value of the material.
With a permanent magnet we have little to no control on the amount of applied magnetization to our test piece, so technically we could be hitting saturation levels on the areas we are seeking to find defects.
Current POD values for Yoke MPI are on or about 44% based on research undertaken by NTIAC and other national institutions for materials. Those techniques with the most control (i.e. those using current control for magnetizing force) do a lot better for POD but on the one-size -its-all AC Yoke and DC yoke techniques we have a very low Probability of Detection.
The other dimension to bear in mind is that with the variances in Permeability related to as welded and fatigued conditions; the areas going from Parent Material to HAZ to Weld and across all have a different permeability value that will not be covered in a one size fits all MPI technique such as AC/DC or permanent magnet Yoke.
Suggested solutions:
Take these basic considerations of magnetic physics and integrate them into how you inspect in service materials. No NDT technique is 100% guaranteed to find all defects and all defect sizes. However, knowing what controls the ability to detect indications of concerns will allow an experienced and knowledgeable technician to get the best results possible.
Share This: