




 CDN NEWS |
CDN NEWS |  US NEWS
US NEWS 






![]()
By Dr. Kenny T. Farrow, Principal Engineer, Stress Engineering Services Canada (SESC)
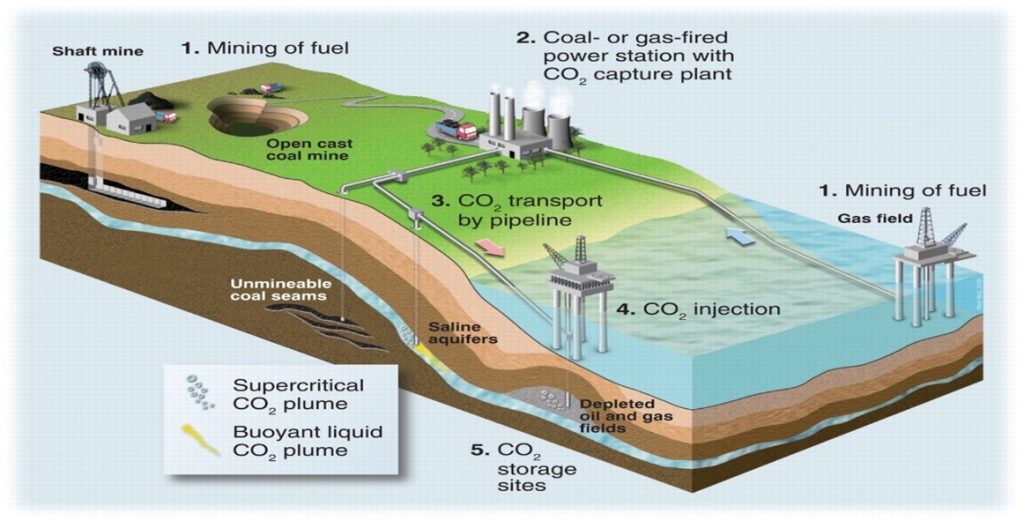
As demonstrated by recent events on the global stage, fossil fuels are still and will continue to be the dominant source of the world’s energy while energy transition efforts undergo their own growing pains. In the meantime, Carbon Capture and Storage (CCST) is becoming one of the primary modes to help nations meet their net zero emissions targets. As such, capturing CO2 from existing industrial sources by compressing the gas and transporting it to a long-term storage site is becoming increasingly important in the energy transition push towards cleaner fuels. Currently, carbon steel is the primary material for constructing CO2 transportation pipelines. The primary concern with transportation of CO2 via steel pipelines is corrosive carbonic acid, which is a product of CO2 dissolving in water. The rate of CO2 corrosion in steel pipelines is dependent on factors such as CO2 concentration and pipeline operating conditions. Recognizing that the capture, transportation, and storage of CO2 brings such corrosion challenges, we here at SESC use our extensive training, field experience, and advanced analysis tools to identify and help control modes of corrosion and environmental degradation of materials that can lead to component or system-wide failures.
Another concern with CCST is the method implemented to capture CO2. One such method is calcium looping adsorption, where a metal, such as calcium in this instance, is reacted to separate CO2 from other gases coming from an industrial process or directly from the atmosphere. This calcium looping process is typically performed within a calciner at high temperatures. Recently, SESC completed a scope of work that which involved local wall thinning damage discovered on a calciner vessel at a Carbon Capture Plant due to overheating. SESC utilized ultrasonic testing (UT), hardness testing, and photographs provided for the damaged section of the calciner to assess a section of the shell that experienced through-wall thickness carburization/ oxidation and strength degradation due to high-temperature hot spots. Due to the unknown level of strength degradation in the damaged section of the shell, which was still in operation (thus eliminating destructive testing as an option), it was SESC’s recommendation that a full encirclement pressure containing plate be used as a repair per ASME PCC-2 guidance for Type B Pressure Containing Sleeves. SESC provided the weld design and guidance on how to use the UT and hardness test data to identify relatively “undamaged” material to weld the plate repair onto the calciner.
Finally, Stress Engineering Services conducts a variety of standardized material and corrosion tests such as ASTM G36 and NACE TM0177 at our spacious and well-equipped laboratories. However, our passion is designing and conducting customized corrosion, cracking, and materials qualification tests in both sweet (CO2) and sour (H2S) environments. Our focus is always to understand and then to accurately duplicate the loading, environmental, and other conditions that client materials face in real life, so that test results can be applied to solving real world problems.
For more information about Stress Engineering, please visit www.stress.com or contact Kenny Farrow at [email protected] or Tom Raptis at [email protected]
Share This:














PERSPECTIVE: How Will AI Data Centres Fulfill Their Incredible Demand for Electricity? – Yogi Schulz