CDN NEWS |
CDN NEWS |  US NEWS
US NEWS 






![]()
Click here to download the report
Summary
Amine systems in natural gas processing plants and crude oil refineries are prone to various forms of disruption, making them notoriously difficult to maintain in a steady state. Common causes of amine unit upset include: (1) liquid hydrocarbons that enter the amine system with the natural gas stream (2) particulate solids that enter the amine unit with the natural gas stream and/or that form as corrosion products in the process unit itself (3) hydrocarbon-solid combinations that form a shoe-polish like substance that adheres to process equipment, and (4) heat-stable salts that form from the reaction of amine with oxygen and acids. The focus of this discussion is on the impacts of and removal of particulate solids in amine sweetening units with attention to the application of magnetic separation systems.
Particulate contamination in amine systems can be found in natural gas feeds, rich amine and lean amine. It can also be found in related equipment including absorbers, regenerator columns, reboilers, sumps and separators. Mechanical filters are typically applied to remove such contamination on both the rich and lean sides of the system. These filtration systems can be very expensive to operate given the high particle counts and small size of the particulates. For example, up to 70% of iron sulfide particulate can be less than 10 microns in size. Increasing the size rating of the mechanical filters to avoid replacement filter costs is often an expedient resolution, although problematic from the standpoint of removing contamination. Historically, very limited alternatives have been available.
Magnetic separation systems have been employed selectively in hydrocarbon processing and pipeline applications for over 10 years. They are now being used more widely in field gathering, gas processing, pipelines, fractionation, refineries, chemical plants, tankage and ship loading terminals. In amine service, when positioned upstream of existing mechanical filtration systems, they have shown to be remarkably effective at capturing both ferrous and non-ferrous particulate contamination to very high efficiency levels down below 0.10 microns. This can significantly reduce conventional filter use, increase amine efficiency; reduce erosion effects on system components and reduce fuel, antifoaming chemicals and amine replacement costs.
Background
Natural gas processing facilities and crude oil refineries typically employ an amine system process for the removal of acid gasses (H2S and CO2) from natural gas and other light gasses and products. Such processes are closed loop systems that use different varieties of alkanolamines (or amines, such as MEA, DEA, DGA, MDEA, etc) in an absorber column to chemically strip the acid gasses from the incoming gas or product stream. The subsequent rich amine stream is processed through a series of vessels and filters for the purposes of isolating and removing the acid gas stream. This refurbishes the amine for subsequent re-use as lean amine and removes particulate contaminants.1 Although considerable effort is devoted to keeping the amine system free of contaminants, almost every plant ends up dealing with four typical forms of these contaminants. These are:
- Entrained hydrocarbons that condense out of the natural gas stream in the absorbing tower;
- Solids that are introduced with the natural gas stream and corrosion products that develop in the amine system itself;
- Combined hydrocarbons and solids that form an adhesive “shoe-polish” compound; and
- Heat stable salts that form from the reaction of amine with oxygen and acids stronger than H2S and CO2.
The presence of H2O, along with H2S and CO2, may cause the formation of hydrosulfuric and carbonic acid. These are highly corrosive to the carbon surfaces, as they compromise the piping and vessels in the amine system. This corrosion produces sulfides, oxides, and hydroxides of the alloying elements of the various system components. The byproducts of which are mostly solid phase in nature, with particle sizes ranging from below 1 to over 150 microns1.
The presence of even a small amount of liquid hydrocarbons in the contactor can be disruptive; it will change the surface tension of the lean solvent that cascades downward through the trays of the absorber, resulting in foaming. The presence of sub-10 micron particulates have also been identified as a contributor to amine foaming. Foaming is one of the most common causes of upsets in an amine plant2. The results are increased chemical costs, off-specification treated gas and a reduction in treating capacity. All of these impacts negatively affect operating costs and revenue1.
Amine systems must therefore be actively filtered for removal of solid corrosion products and other contaminants. These contaminants would otherwise foul the system components and reduce operational efficiency and profitability1.
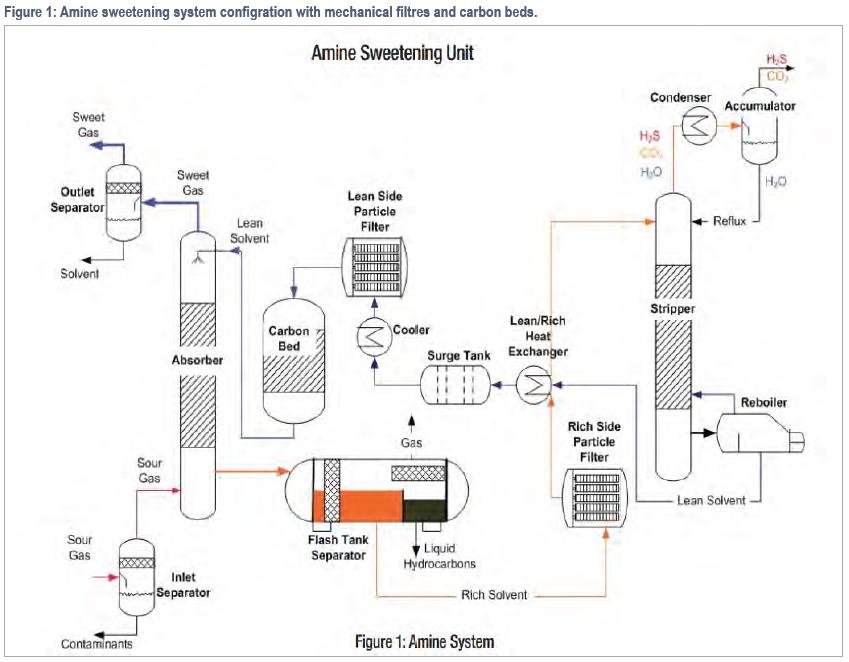
Figure 11 presents a typical amine sweetening system configuration, including identification of common locations of system mechanical filters and carbon beds.
Contamination
Solids
Iron sulfide is typically the chief component in suspended solids samples taken from gas plant or refinery amine. Although oxides and hydroxides of iron and other alloying metals can be detected, it is the reaction between water, iron and hydrogen sulfide that produces the fine black particles (“black powder”). Black powder gives the greenish tint to inadequately filtered, rich-side amine samples1.

Iron sulfide on internal metal surfaces is not only inevitable in sour gas treatment facilities but in fact is viewed as a good thing because it forms a protective or passivating film on pipe and vessel walls. This film prevents further corrosion of the pipes and vessels and can result in extremely long lifespans for that part of the amine plant3. Unfortunately, Figures 2a and 2b: Combined hydrocarbon and solids accumulations. this passivation layer may be removed mechanically by abrasion or erosion, a chemical reaction with hydrogen cyanide (in refineries), or by dissolving in the amine solution itself. Abrasion or erosion can occur when hard particles circulate within the amine, abrading or knocking the iron sulfide loose from the underlying steel1.
Passivation layer removal exposes raw steel that can be attacked further by H2S and CO2; the end result of this ongoing passivation-chelation-passivation corrosion cycle is blistering and/or pitting of internal metal surfaces. Chelated iron may return from the regenerator bound up with the cyanide; the cyanide ion then reacts with amine to form one of several heat-stable salts. The iron can then return to the contractor as soluble iron carbonate, where it will quickly react with any H2S in the sour gas and precipitate out as iron sulfide. These precipitated particles will be extremely small, on the order of one to two microns, and are very difficult to remove with mechanical filters1.
Particles smaller than ~5 microns do not present an overt plugging threat to hardware by themselves, they do not possess enough mass to contribute greatly to mechanical erosion of the passivation layer, but they can exacerbate foaming by contributing to foam stability. “Colloidal” iron sulfide will concentrate on the liquid surface to form a quasi-polymer network in the film around the bubbles4. This will increase the surface viscosity and retard the migration of liquid that thins the bubble walls. For this reason, it is desired that even the smallest particles be removed from the amine as quickly as possible1.
Combined Hydrocarbons and Solids
Hydrocarbons and solids do exist separately in amine, but it is their combined form that presents a significant headache for operators and unit engineers. When occurring together, the water-wet solid particulates will tend towards an association with the lower surface energy presented by the organic liquid to form a black shoe polish-like material consisting of iron sulfide bound with hydrocarbon and polymerized amine with high natural adhesion properties3.
Unless the semi-solids are removed in their early stages of development, they are as likely to be filtered out by the internal structure of a cross-flow heat exchanger or the packed beds or trays of an absorbing tower as they are by specific filters deployed for the same purpose1.
Heat Stable Salts
H2S and CO2 are removed from rich amine by the addition of heat in the regenerator or stripper column. However, other feed components can enter with the acid gas feed and react with and form strong enough bonds with the amine that the heat of the regenerator is insufficient to separate them. This is mainly an issue in refineries where the product streams tend to contain a large number of strong acids; natural gas plants treating an oxygen-free feed stream should have very low heat stable salt formation1.
The compounds formed by these reactions with other feed components are known as heat stable salts; these include ammonium salts of formate, thiocyanate, acetate, oxalate, thiosulfate and others1. The heat stable salts remain in the system where they tie up amine so that it cannot react in the reaction tower, reducing the acid gas absorption capacity. In addition, heat stable salts contribute to corrosion of the system hardware, problematic foaming of the amine, amine loss, and increased energy consumption1.
Filtration
Amine filtration systems can include: (1) inlet gas filtration and/or a coalescer prior to the amine absorption tower (2) rich amine side mechanical filtration and flash tank separation and (3) lean side pre-carbon mechanical filtration, carbon filters, and postcarbon filter mechanical filtration. Mechanical filters on the inlet gas stream, rich amine side and lean amine side are in place to capture particulate contamination and prevent its egress further into the amine system. This ensures higher operability of the entire amine system. A key component of operating amine system mechanical filtration is understanding contamination size, its composition, and its formation mechanisms; this allows the operator to effectively filter it.
Scanlan1 states that current best practices suggest that 10-micron absolute filtration is necessary to ensure acceptable removal of iron sulfide and other solid particulates from a circulating amine solvent mixture. He goes onto state that “acceptable removal” can be defined as that which maintains the level of total suspended solids in the amine at a concentration that does not allow for deposition of solids in the system hardware or negatively impact the sour gas absorption capacity of the solvent. The 10-micron specification is based on the predication that most of the iron sulfide and other solid particles that reside in the amine are in a size range that will permit effective capture by 10-micron absolute rated filter media. However, lastly he goes on to state that in actual practice, the above is not the case. The result is that 10 micron filters either do an inadequate job of removing enough particles to satisfy the above definition of “acceptable removal”, or the filters plug so rapidly that associated costs for replacement, labor, and disposal are unacceptably high1.
Black Powder Solutions’ own experiences with its clients align with Scanlan’s last statement regarding “acceptable removal”. Two short examples will illustrate this:
Example ‘A’
A refinery client has seen destabilization in its amine system in its tail gas unit. This could be the result of changing refinery crude feedstocks to a more sour crude slate. Mechanical filter change-outs have substantially increased, and excessive contamination in the carbon filters on the lean amine side has rendered them out of service. The lean side amine filter change-out intervals increased from every 3-5 months to every 2-3 days. Ferrous material present in the filter elements significantly exceeds all other elements. “Acceptable removal” in this case results in substantial filter costs, and a system that is still not operating properly.Example ‘B’
A different refiner had seen an increase in amine filter change-outs, with a related increase in filter costs, in one of its amine recovery units. A decision was made to increase the mechanical filters to 70 microns to reduce the number of filter changeouts in order to achieve the goal of “acceptable removal”. However, ~95% of the black powder contamination was less than 70 microns. So the goal of reducing the number of filter change-outs was met, but the result was to allow 95% of the contamination to continue through the amine system. The majority of compounds in this system are ferrous-based.
The cost of filter elements can be substantial in amine systems. A single use polypropylene filter can often exceed $1,000 USD per element. If plant operating staff follow “acceptable removal” methods, they are faced with trade-off of replacing filter elements to save costs, thus jeopardizing the reliability of the amine system and ensuring early retirement of process equipment. These examples are not unique to amine and numerous other locations in a typical refinery face similar dilemmas – whether to suffer the consequences of rapid filter plugging versus the near- and longer-term consequences of large black powder contaminant loads in the system.
Magnetic Separation & Filtration
Magnetic-based separation systems offer an alternative to conventional mechanical filter systems in amine units. Industrial magnetic filtration systems have been in use for as many as 20 years in rotating equipment applications.The application of magnetic separation systems in hydrocarbon pipelines and processes is more recent, having been applied for approximately 10 years.
Patented advances in radial field technology in the early 2000’s by Black Powder Solutions’ affiliate One Eye Industries have driven a wide range of practical applications of these products for over 200 companies in 38 countries.
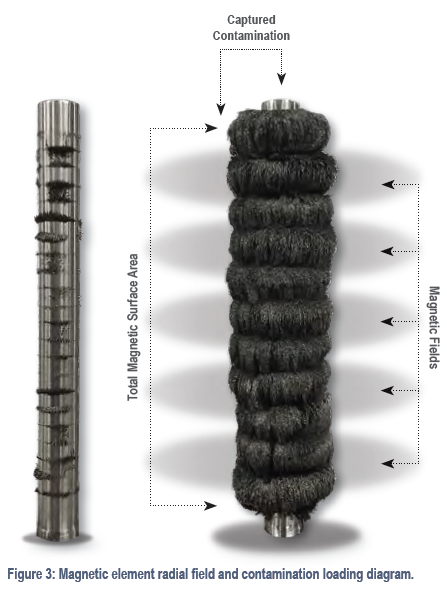
Magnetic filtration systems use permanent rare earth magnetics (Figure 3) to remove ferrous and non-ferrous contamination from hydrocarbon fluids and gasses as well as process fluids. They are effective at capturing particulates above 150 microns down below 0.10 microns. Additionally, these systems have the following benefits:
- No disposable filter elements – only the particulate contamination is disposed of – this eliminates the costs associated with reducing mechanical filter elements;
- Very large contamination holding capacities, typically holding hundreds of pounds of contamination before cleaning is required;
- Minimal delta pressure, due to use of magnetic fields rather than membranes, they typically show far less than 5 psi of delta pressure even when loaded with contamination;
- Long service lives, with no reported performance degradation after more than 16 years of continuous operation; and
- Simple cleaning of the contamination and quick turnaround back into service.
That magnetic separation systems remove ferrous materials, such as iron sulfides in amine systems, is straightforward. The revelation that magnetic separator systems filter out non-ferrous particulate may be less obvious. In addition to ferromagnetism, electrostatic charge, the electromechanical combination of hydrocarbons and solids (i.e. shoe polish contamination), Van der Walls effects, and capillary effects are also at work in removing non-ferrous particulates. Ferrous particles can be reactants of electromechanical kernels that entangle other compounds.
Magnetic separation systems rely on residence time of a particular fluid or gas (and therefore the entrained particulate) within the radial fields to remove the contamination. The stronger the radial field strength, the greater the ability of such magnetic separators to attract large amounts of particulate contamination – and sub-10 micron contamination in particular.
Magnetic separation is now employed in gas gathering and processing, crude gathering and storage, fractionation, crude oil refining, gas and liquid pipelines, offshore platforms and loading terminals. In these applications, magnetic separation removes corrosion and abrasion particulate to reduce erosion and reduce seal, valve, pump and compressor failures and prevent fouling of process towers, heat exchangers, reboilers, coalescers and other equipment, including the same types of equipment in amine systems.
Magnetic Separation in Amine Service
The universal presence of FeS, and other ferrous and non-ferrous compounds, in amine systems presents an opportunity for the deployment of magnetic separation in such systems. There are no limiting factors of the deployment of these systems in the inlet gas stream, on the rich amine side or on the lean amine side. Their placement could be determined by the location within a particular system with the highest particle counts and gross amount of particulate, or the highest potential for avoiding contamination related operating costs.
The benefits of deploying magnetic separation in amine are worth noting:
- The capture of both ferrous and non-ferrous materials at high efficiency levels (95%+);
- Magnetic separation is non-selective as it relates to contamination size, and is equally effective at capturing visible particulate above 40 microns, as well as particulate in the sub-10 micron range, where particle counts can be as much as 60% to 70% of the total contamination;
- Increased amine efficiency due to elimination of small contaminants (ie. < 10 and notably < 5 microns) that contribute to foaming;
- A reduction in the use of anti-foaming chemicals;
- The ease in removal of substances such as “shoe polish” contamination from the internal magnetic array in the separator housing;
- Less frequent total replacement of system amine volumes; and
- Lower energy costs due to minimal delta pressures in magnetic separators.
In many cases, as outlined above, sub-optimal operating decisions are being made about contamination removal in amine units. Supporting data may shed further light about the capability of magnetic separation to help with black powder, and in particular, iron sulfide as follows.
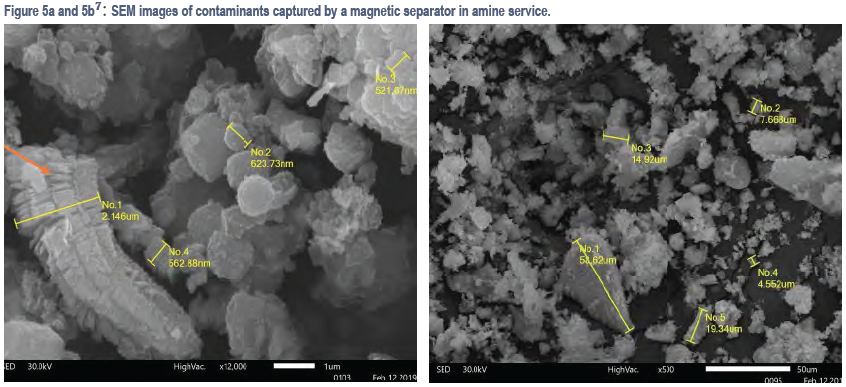
A gas plant operator in Western Canada provided the following contamination composition information from a sample captured by the Black Powder Solutions magnetic separator system in amine service. At the time of the analysis in 2019, the magnetic separator had been in service for less than a month and impacts on the amine system were not yet available. Figure 47 below presents the size distribution of particles vs. particle frequency, captured by a magnetic separator in amine service in a natural gas plant.
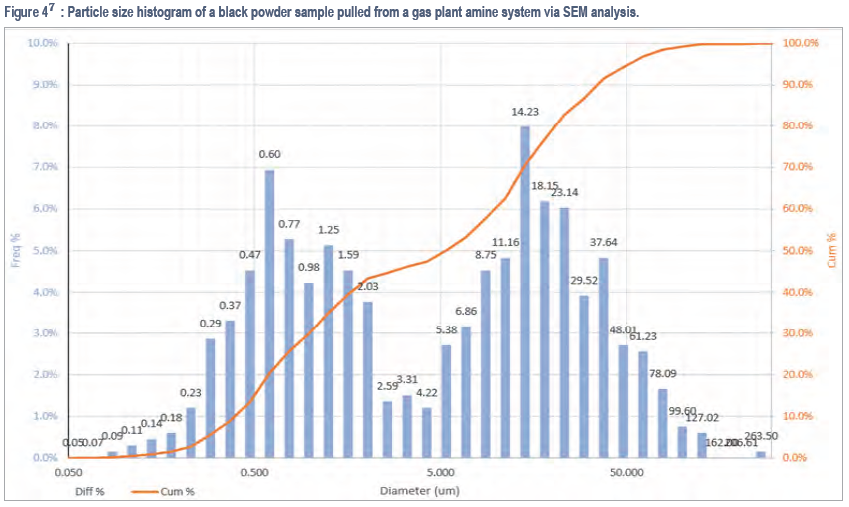
The distribution shows an often present bi-modal distribution of contamination particles. In this case particles range from as small as 0.08 microns to 263 microns. As a reference, human hair averages about 100 microns in diameter and humans can see particles as small as about 40 microns in size. Particles less than 1 micron in size comprised 30.3% of the sample and approximately 50% of the particles captured are less than 5 microns in size. Figures 5a and 5b7 below are scanning electron microscope (SEM) images of the same sample. The orange arrow points at an iron sulfide particle.
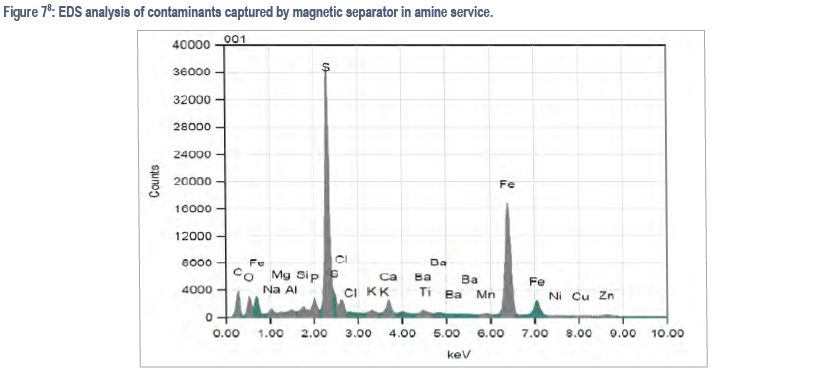
A chemical analysis of the captured material is presented in Figure 67 . Both X-ray diffraction (XRD) and energy dispersive X-ray spectroscopy (EDS) (Figures 6 & 77) analyses were employed as both elemental analysis and compound/mineral analysis are required to develop a proper understanding of particulate composition. As is evident in this sample, iron sulfide (in its various forms) is the large majority constituent.

The information contained in XRD analysis can assist in understanding the formation mechanisms of such contamination and further assist in root cause analysis. Baldwin, in his paper, Contaminants in Sales Gas Pipelines6, discusses this, as does NACE International in the Field Guide for Managing Iron Sulfide within Pipelines or Processing Equipment7.
Conclusions
Amine systems are subject to fouling and upset due to a variety of contaminants that both enter and are created in during the process. Iron sulfide and other constituents of black powder contamination are a particularly problematic issue in these systems. The operating costs, as well as the operational issues and hazards in dealing with these contaminants are significant and, to date, not easily solved.
Magnetic separation for the removal of these contaminants offers a more effective and highly economic alternative than many of the conventional practices. Magnetic
separation offers a means for large scale removal of these contaminants without the need for frequent filter replacement. These systems significantly reduce contamination down below 0.10 microns, therefore helping to reduce filter fouling, foaming and the formation of ‘shoe polish’ that fouls amine process equipment.
Magnetic filters are cleanable and have been in continuous service for over 15 years without reported performance degradation. Depending on the application, financial payback on magnetic separation systems averages a few months. This is due to reductions in seal, pump and compressor failures, equipment fouling, downtime, and substantial reductions in disposable filter costs.
Safety improvements are possible with the installation of magnetic filters due to a substantial reduction in the frequency of equipment repair and maintenance and more limited operator activity with key process equipment, including filtration systems. Magnetic filtration also has a positive environmental impact through reduced disposable filter waste, reduced chemical consumption and reduced power and fuel requirements.
For more information, please visit: blackpowdersolutions.com or Click here to download the report
Sources
- Thomas J. Scanlan, 3M Purification Inc. “Filter Media Selection in Amine Gas Sweetening Systems”, Laurance Reid Gas Conditioning Conference; February 23 – 26, 2014
- R. Abry and R. DuPart, “Amine plant troubleshooting and optimization”, Hydrocarbon Processing, April 1995, p48.
- B. Spooner, M. Sheilan, E. van Hoorn, D. Street, “Iron Sulfide – Friend or Foe”, Amine Experts, April 2010, p295.
- D. Street, “Amine Filter Design”, Amine Experts, April 2010, p295
- Baldwin, R.M., “Contaminants in Sales Gas Pipelines”, Southwest Research Institute, 2010
- NACE International, Powell, Winters, Mercer, et al, “Field Guide for Managing Iron Sulfide within Pipelines or Processing Equipment”, 2019
- Materials Analysis Lab, “PSD XRD EDS Analysis Data Report”, 2019
Share This: